Desafio
Uma das maiores empresas de logística têxtil do Brasil, com sede no Rio de Janeiro, atua na operacionalização e controle dos processos de Recebimento, Armazenagem, Processamento, Distribuição e Expedição nos Centros de Distribuição dos clientes. A empresa foco preocupa-se em atender seus clientes de forma personalizada, garantindo qualidade e apostando no know how de seus colaboradores.
Deparada com um cenário altamente competitivo, e diante de um desafiador mix de produtos, a empresa tem buscado aumentar sua produtividade e melhorar a estruturação de seu processo de Desembalagem e Pinagem buscando respostas para as seguintes perguntas: “Qual é o tempo necessário para a execução dos nossos processos?”, “Quais são as oportunidades de melhoria desses processos, que gerem alto impacto e baixo investimento?” e “Até quando a minha estrutura operacional é suficiente para atender o mercado?”.
Solução
Diante dessa problemática, a Nortegubisian viu a oportunidade de aplicação de sua metodologia de ETM, aliada a princípios da manufatura enxuta, em um projeto composto das seguintes etapas: diagnóstico dos processos e do fluxo de movimentação interna, estudo de tempos e métodos e cálculos dos tempos padrão.
Antes de iniciar o Estudo de Tempo e Métodos, foi preciso conhecer e compreender o macro processo da operação logística. Com este intuito, a equipe Nortegubisian utilizou a ferramenta Value Stream Mapping (VSM), que possibilitou mapear o fluxo de materiais e o fluxo de informação, além do levantamento de oportunidades de melhoria ao longo do processo segundo os princípios dos desperdícios de Lean Logistcs.
O VSM possibilitou enxergar o fluxo macro da operação, no entanto, para entender o funcionamento dos subprocessos, foi utilizada a notação BPMN – Bussiness Process Management Notation.
Após a fase de diagnóstico, foi realizado o Estudo de Tempos e Métodos. As atividades desenvolvidas durante esta etapa foram:
- Definir quais postos de trabalho seriam contemplados nas etapas subsequentes do trabalho;
- Decompor as atividades de cada posto de trabalho em elementos passiveis de serem cronometrados;
- Determinar o número de amostragens requerido para a caracterização dos tempos necessários para a execução de cada elemento de trabalho;
- Realizar as filmagens e cronometragens de acordo com o tamanho amostral definido;
- Analisar as operações e fatores de impacto na produtividade, como aspectos ergonômicos, trabalhos fora do ciclo peça-a-peça (one piece flow), falta de padrão na execução dos elementos, além de desperdício adicionais relacionados ao Lean Logistics;
- Calcular tempo médio dos elementos de trabalho;
- Avaliar e classificar o ritmo de trabalho de cada operador nas medições por meio do fator eficiência, que corrige o tempo médio avaliado anteriormente, gerando o tempo normal;
- Avaliar condições determinantes para a fadiga do colaborador;
- Calcular o tempo normal;
- Calcular o tempo padrão de cada elemento de trabalho, o ciclo efetivo e a capacidade horária de processamento de cada posto de trabalho.
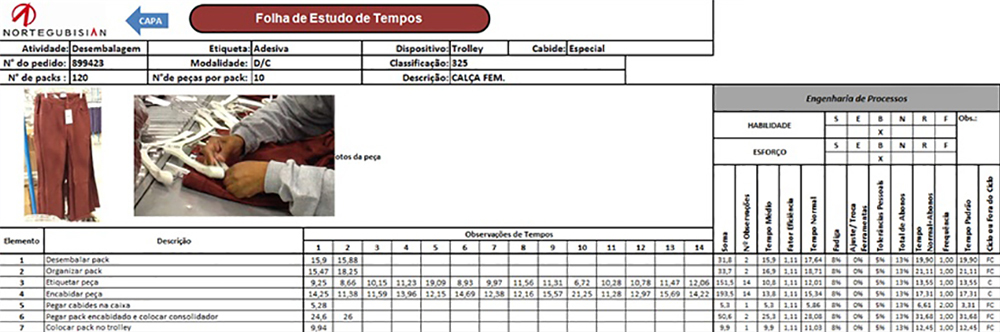
As análises realizadas foram documentadas em Folhas de Estudo de Processo. Um exemplo de tal documento é mostrado na figura abaixo.
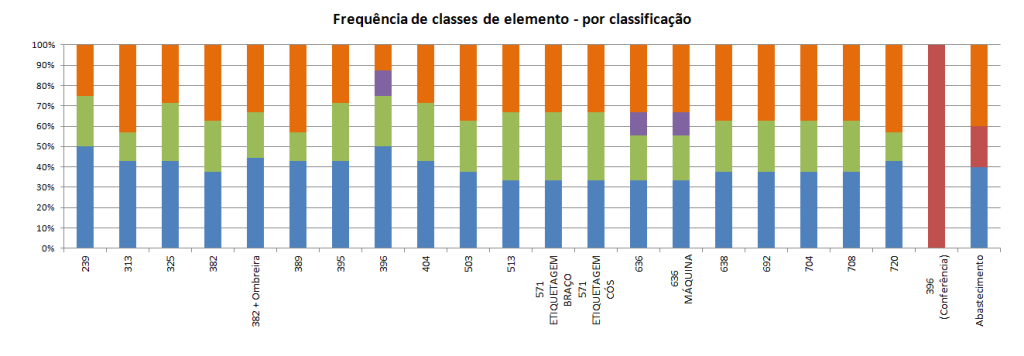
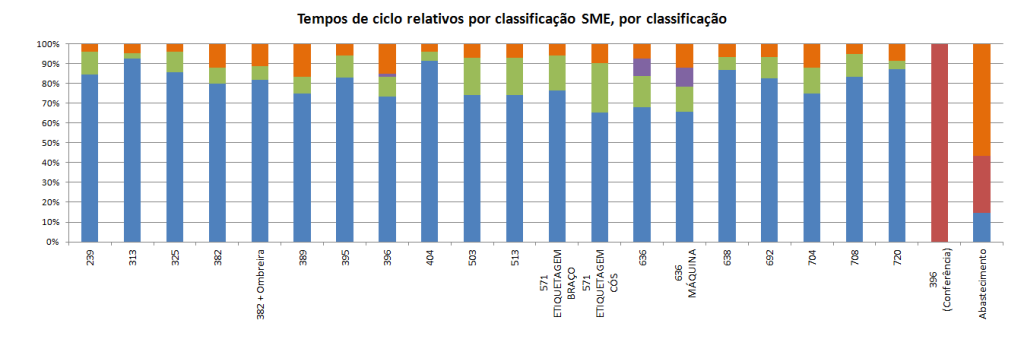
Após o cálculo do tempo padrão, os elementos de trabalho foram classificados de acordo com a notação ASME. As figuras abaixo mostram os resultados para os postos de um subprocesso.
Resultados
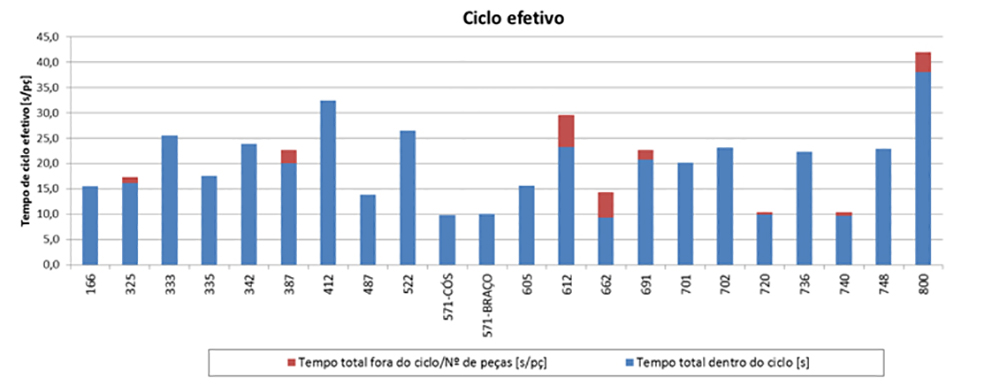
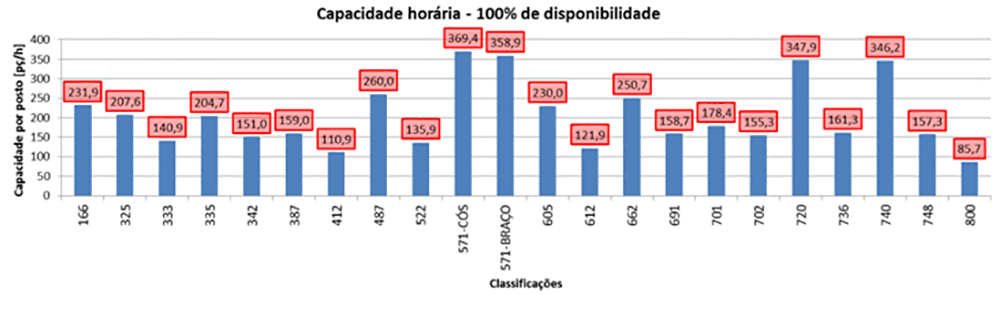
O trabalho realizado nos subprocessos resultou na entrega dos tempos padrão e das capacidades horárias dos postos de trabalho analisados, conforme exibido na figura abaixo.
A partir destes resultados, a empresa em questão tem a possibilidade de:
- Estabelecer padrões para as operações, permitindo o seu planejamento de forma a usar seus recursos de maneira eficiente;
- Avaliar o desempenho de suas operações, confrontando-o com seus padrões;
- Fornecer informações mais precisas para seus processos de custeio de produto, orçamentação e levantamento de custos de novos produtos, processos e serviços;
- Melhorar o processo de planejamento e programação da operação, reduzindo ociosidades, tempos de fila e estoques em processamento (WIP);
- Estabelecer um ponto de referência objetivo e quantitativo para futuras iniciativas de melhoria de seus processos logísticos.
Além das oportunidades citadas, diretamente relacionadas ao ETM, a Nortegubisian também proporcionou uma extensa lista de oportunidades de melhoria, tanto no nível do planejamento de sua cadeia de suprimentos e operações quanto no nível do método dos trabalhos de processamento logístico e micro movimentos de seus colaboradores.
Se você também está buscando por oportunidades de melhoria em sua empresa, entre em contato com a gente e saiba como podemos ajudá-lo!